-
Видение и миссия +
Видение компании ЮДК заключается в том, чтобы предоставить украинским застройщикам материал премиум-класса, который позволяет улучшить качество жизни, а также:
- Помогает экономить благодаря уменьшению затрат при строительстве и сберегает энергоресурсы при эксплуатации;
- Помогает сделать жилье более комфортным благодаря прекрасным физическим характеристикам автоклавного газобетона;
- Помогает сохранить окружающую среду:
- В производстве используется очень мало природных энергоресурсов;
- Токсичные отходы не загрязняют атмосферу;
- Только природные сырьевые материалы используются для производства 100% природного конечного продукта.
Миссия компании ЮДК – это концепция устойчивого развития в экономической, социальной и экологической составляющих нашей деятельности.
-
Основные ценности +
ЮДК является социально ответственной компанией. Мы ценим длительное и взаимовыгодное сотрудничество с нашими работниками, клиентами, поставщиками. Наше производство является экологически-чистым и не загрязняет окружающую среду. Наш кодекс правил:
Сотрудники: Компания ЮДК строит честные и согласованные взаимоотношения с сотрудниками и выполняет все юридические обязательства перед ними. Кроме того, ЮДК предоставляет своим сотрудникам хороший социальный и экономический пакет.
Клиенты: Своим клиентам компания ЮДК предлагает строительные блоки из автоклавного газобетона наивысшего качества, которые производятся с использованием новейшей технологии на современном оборудовании. Компания ЮДК понимает всю ответственность того, что из нашего строительного материала возводятся дома клиентов, поэтому мы обязуемся предоставлять нашим клиентам честную и достоверную информацию и оказывать техническую поддержку на всех стадиях строительства и эксплуатации здания.
Поставщики: Со своими поставщиками компания ЮДК строит длительные партнерские отношения, что обеспечивает поставку сырья наилучшего качества. Главными критериями отбора наших поставщиков являются профессиональная этика, честность и экологическая чистота поставляемой продукции.
Окружающая среда: Автоклавный газобетон – это экологически чистый продукт. Благодаря превосходным теплоизоляционным свойствам использование газобетона помогает снизить расходы потребления энергии, что в свою очередь помогает сохранить окружающую среду. Кроме того, для производства газобетона требуется значительно меньше затрат энергии и сырья, чем для производства других строительных материалов. Более того, производство является экологически чистым, вредные токсические отходы не выбрасываются в атмосферу. Команда ЮДК будет продолжать свою миссию по сохранению окружающей среды!
- 1
-
Бачення та місія +
Бачення компанії ЮДК полягає в тому, щоб надати українським забудовникам матеріал преміум-класу, який дозволяє поліпшити якість життя, а також:
- Допомагає заощаджувати завдяки зменшенню витрат при будівництві та зберігає енергоресурси при експлуатації;
- Допомагає зробити житло більш комфортним завдяки прекрасним фізичним характеристикам автоклавного газобетону;
- Допомагає зберегти навколишнє середовище:
- У виробництві використовується дуже мало природних енергоресурсів;
- Токсичні відходи не викидаються в атмосферу;
- Тільки природні сировинні матеріали використовуються для виробництва 100% природного кінцевого продукту.
Місія компанії ЮДК - це концепція стійкого розвитку в економічній, соціальній та екологічній складових діяльності
-
Основні цінності +
ЮДК є соціально відповідальною компанією. Ми цінуємо тривале і взаємовигідне співробітництво з нашими працівниками, клієнтами, постачальниками. Наше виробництво є екологічно-чистим і не забруднює навколишнє середовище. Наш кодекс правил:
Співробітники : Компанія ЮДК будує чесні і узгоджені взаємини зі співробітниками і виконує всі юридичні зобов'язання перед ними. Крім того, ЮДК надає своїм співробітникам хороший соціальний та економічний пакети.
Клієнти : Своїм клієнтам компанія ЮДК пропонує будівельні блоки з автоклавного газобетону найвищої якості, які виробляються з використанням новітньої технології на сучасному обладнанні. Компанія ЮДК розуміє всю відповідальність того, що з нашого будівельного матеріалу зводяться будинки клієнтів, тому ми зобов'язуємося надавати нашим клієнтам чесну і достовірну інформацію і надавати технічну підтримку на всіх стадіях будівництва та експлуатації будівлі.
Постачальники : Зі своїми постачальниками компанія ЮДК будує тривалі партнерські відносини, що забезпечує поставку сировини найкращої якості. Головними критеріями відбору наших постачальників є професійна етика, чесність і екологічна чистота сировини та матеріалів, які постачаються.
Навколишнє середовище : Автоклавний газобетон - це екологічно чистий продукт. Завдяки чудовим теплоізоляційним властивостям використання газобетону допомагає знизити видатки споживання енергії, що, в свою чергу, допомагає зберегти навколишнє середовище. Крім того, для виробництва газобетону потрібно значно менше витрат енергії та сировини, ніж для виробництва інших будівельних матеріалів. Більш того, виробництво є екологічно чистим, шкідливі токсичні відходи не забруднюють атмосферу. Команда ЮДК буде надалі продовжувати свою місію по збереженню навколишнього середовища!
- 1
-
Підвищена продуктивність UDK TBM © +
Тонкошаровий клей для газобетону є ідеальною альтернативою традиційному розчину з піску та цементу і відрізняється від нього своєю пластичністю, зручністю нанесення, меншою витратою, знижує трудомісткість і терміни виконання робіт в порівнянні з традиційними методами, має високу адгезію до мінеральних поверхонь. -
Підвищені теплові характеристики. +
Втрати тепла через з'єднання з традиційним розчином можуть вплинути на теплові характеристики стін. При використанні тонкошарового клею для газобетону UDK TBM ©, ми зменшуємо товщину шва до 2-3 мм замість 10 мм, які звичайно потрібні при використанні традиційного розчину, тим самим усуваючи містки холоду в кладці і знижуючи теплові втрати до 30%.
- 1
-
Економічність
-
Міцність
-
Легка вага
-
Теплоізоляція
-
Універсальність
-
Вогнестійкість
-
Сейсмостійкість
-
Екологічність
Економічність
8 блоків/м2
довжина: 600 мм
128 шт/м2
довжина: 250 мм
| Вантажівка (20 тон) | Блоки з газобетону | Блоки з черепашнику | Силікатна цегла |
| Розмір стіни | 120 м2 | 32,5 м2 | 34 м2 |
| Товщина стіни | 375 мм | 400 мм | 380 мм |
| Об'єм продукції | 36 м3 | 13 м3 | 13 м3 |
| Порівняльна вартість за 1 м2 | Блоки з газобетону | Блоки з ракушняка | Силікатна цегла | Керамічна цегла |
| Вартість стінового матеріалу, % | 58 | 51 | 80 | 77,8 |
| Вартість розчину, % | 2,3 | 9,5 | 9,3 | 12 |
| Трудові витрати, % | 16,5 | 21,4 | 24 | 28,7 |
| Вартість теплоізоляції, % | 0 | 47,5 | 47,5 | 47,5 |
| Внутрішня штукатурка, % | 6,7 | 9,3 | 8,5 | 8,5 |
| Зовнішня штукатурка, % | 16,5 | 16,5 | 16,5 | 16,5 |
| Загальна вартість,% | 100 | 155 | 186 | 191 |
| Продуктивність за зміну | 15 м2 | 7,4 м2 | 7,4 м2 | 7,4 м2 |
Міцність
Автоклавний газобетон - це конструкційно-теплоізоляційний матеріал, тобто поєднує хороші теплоізоляційні властивості, що дозволяє при товщині стіни 375-400 мм обходитись без необхідності додаткового утеплення і, при цьому, має достатньо високу міцність, що дозволяє застосовувати його в несучих стінових конструкціях.
У процесі виробництва блоки UDK твердіють в автоклаві під дією температури і пари під високим тиском (190°С, 12 Бар). Саме в таких умовах формуються низькоосновні гідросилікати кальцію, аналогічні природним кам'яним мінералам, які надають матеріалу високу міцність і стабільну структуру.
Автоклавний газобетон UDK виробляється з класами міцності В2,0 та В2,5, що підтверджено Сертифікатами відповідності та протоколами випробувань продукції.
З газобетонних блоків можна зводити несучі стіни індивідуальних будинків висотністю в кілька поверхів, або застосовувати у висотному каркасному будівництві, при заповненні каркасу в якості самонесучих стін, без обмеження поверховості.
Легка вага
Однією з основних фізико-технічних характеристик автоклавного газобетону є густина. Густина (ρ, кг/м3) характеризується масою 1 м3 матеріалу в сухому стані. Автоклавний газобетон містить більше 60% порожнеч (повітряна пористість), наприклад, газобетон марки за густиною D500 (середня густина 500 кг/м3) містить близько 75% порожнеч, для марки за густиною D400 пористіть ще вища.
Низька густина автоклавного газобетону дозволяє знизити масу стін втричі в порівнянні зі стінами з цегли та в 1,7 рази - з керамзитобетоном.
За об'ємом один блок UDK замінює більше 10 цеглин і встановлюється при кладці за один прийом, що значно знижує працевитрати і швидкість будівництва. Блоки мають зручні захвати для рук, а система «паз-гребінь» на торцях виробів, дозволяє здійснювати якісну кладку навіть недосвідченим забудовникам.
Відповідно, невелика об'ємна вага стінових блоків UDK в огороджувальних конструкціях означає менше навантаження на фундамент і каркас будівлі, а також зумовлює пропорційне зниження економічних витрат по всьому ланцюжку: перевезення виробів - будівництво - експлуатація будівлі. Тому його використання ефективне як при будівництві багатоповерхових каркасних будинків, так і в малоповерховому індивідуальному будівництві.
З густиною (легкою вагою) автоклавного газобетону пов'язано зниження будівельних витрат за наступними напрямками:
- зниження витрат на перевезення виробів із заводу на будівельний об'єкт (вантажний автомобіль може перевезти набагато більшу кількість виробів);
| Вантажівка (20 тон) | Блоки з газобетону | Блоки з черепашнику | Силікатна цегла |
| Розмір стіни | 96 м2 | 32,5 м2 | 34 м2 |
| Товщина стіни | 375 мм | 400 мм | 380 мм |
| Об'єм продукції | 36 м3 | 13 м3 | 13 м3 |
- зниження маси 1 м2 стін і перегородок, зниження маси будівлі в цілому, а значить, зниження навантажень на фундамент;
- зниження теплопровідності і збільшення теплозахисних властивостей огороджувальних конструкцій будівлі, а значить, зниження питомої витрати енергії на опалення 1 м 2 приміщень.
Теплоізоляція
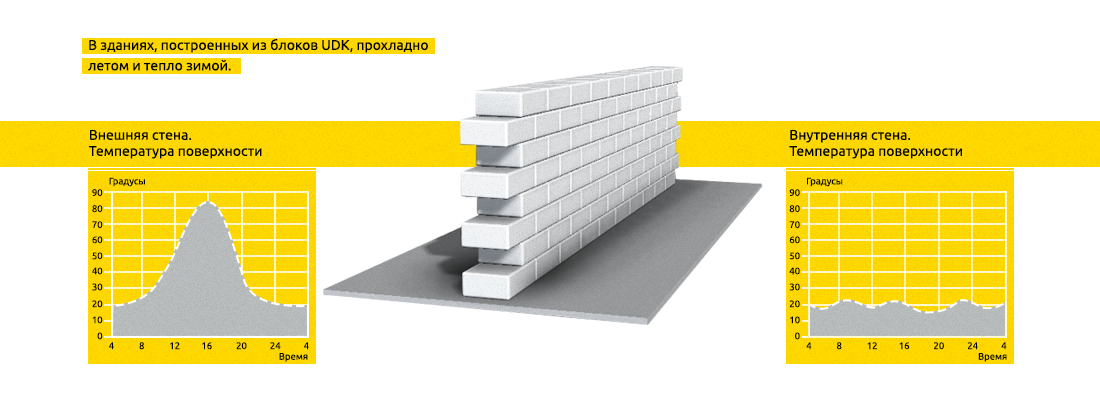
У будинках, побудованих з блоків UDK GAZBETON прохолодно влітку й тепло взимку.
Чудові теплоізоляційні властивості є однією з визначальних характеристик газобетону. Його пориста структура забезпечує теплоізоляцію в кілька разів вище, ніж у бетону, керамічної або силікатної цегли.
Стіна, побудована з блоків UDK з використанням тонкошарового клею для газобетону UDK TBM, не має містків холоду і володіє кращими теплотехнічними характеристиками в порівнянні зі стінами, збудованими зі звичайної цегли і розчину. При використанні клейової суміші UDK TBM для кладки, стіни можуть бути побудовані з меншими витратами, істотно знижуються витрати на кондиціонування влітку, і на опалення взимку, немає необхідності в пристрої додаткової теплоізоляції.
| Тип стіни, коеф. тепл. (Вт/м*К) | Блок UDK D400 0,10 | Черепашник 0,58 | Силікатна цегла 0,87 | Керамічна цегла 0,81 |
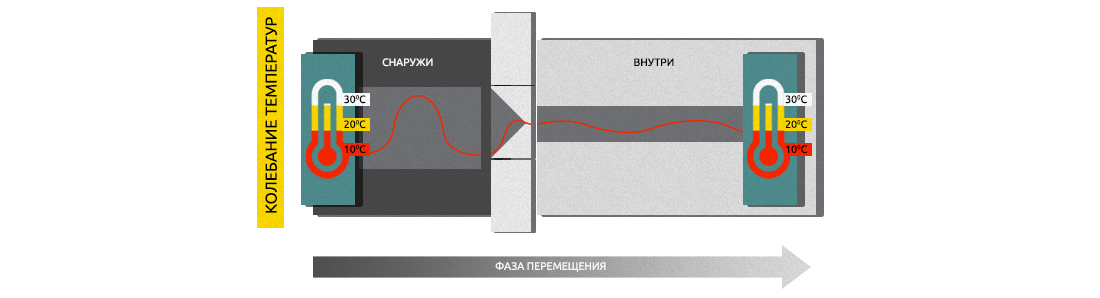
Влітку, зовнішні частини будівлі схильні нагріванню і високим коливанням температури. Для створення прохолодного, комфортного мікроклімату в приміщеннях будівель, коливання температури всередині будівлі, повинні бути зменшені до мінімального рівня. Завдяки вигідної комбінації теплоізоляційних якостей і низької теплової інерційності, зовнішні стіни з блоків UDK мають здатність зведення до мінімуму коливання температури всередині приміщення, при значних її коливаннях зовні.
Універсальність
Блоки UDK мають унікальні фізико-механічними характеристиками, що дозволяють використовувати їх для всіх видів огороджувальних конструкцій.

Стінові блоки UDK ідеально підходять для будівництва всіх видів зовнішніх і внутрішніх стін: несучих, ненесучих і самонесучих. Відчутна економія часу і коштів можлива при спорудженні одношарових зовнішніх стін з блоків UDK товщиною від 375-400 мм, без додаткової теплоізоляції.
Стінові блоки UDK є перевіреним на практиці, швидким і ефективним в роботі матеріалом для будівництва одношарових суцільних стін. Вони виробляються найбільш зручних розмірів, щоб відповідати вимогам забудовника.

Багатошарові зовнішні стіни з блоків UDK можуть бути двошаровими - з облицюванням керамічним або силікатною цеглою; тришаровими - з системою додаткової теплоізоляції або з вентильованим фасадом і зовнішнім шаром з облицювальної цегли.
Контроль якості виробництва забезпечує постійну і високу точність розмірів блоків UDK. Відмінна геометрія блоку дозволяє будівельникам працювати з найвищою точністю, значною економією часу та коштів, необхідних для подальшої обробки стін. У зв'язку з тим, що відхилення розмірів мінімальні (±1 мм), це робить монтаж економічним, точним, і швидким.

Стінові блоки UDK легко обробляються, що дає можливість надати їм будь-яку форму. Газобетон легко пиляється, свердлиться, шліфується за допомогою звичайного ручного інструменту. Елементи потрібної форми можуть бути використані в конструкції стін, перекриттів, огороджень балконів, камінів, сходів, і навіть для виготовлення різних архітектурних елементів. Для точної установки і жорсткості кладки використовують блоки з пазом і гребенем. Блоки великих розмірів мають захвати для зручності монтажу.
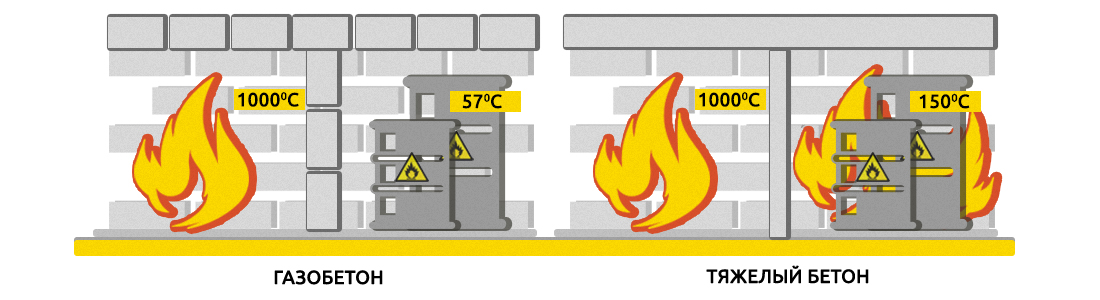
Вогнестійкість
Автоклавний газобетон - незгоряємий матеріал. Стіни з блоків UDK перешкоджають поширенню вогню, витримують вплив високих температур протягом тривалого часу. Блоки UDK можуть застосовуватися для стін будівель всіх класів вогнестійкості.
- Незгоряють;
- Обмежують зростання температури з протилежного нагріванню боку;
- Не сприяють утворенню газів згоряння;
- Не сприяють утворенню полум'я
Стіни з блоків UDK не пропускають диму і газів. Під час пожежі не створюються ніякі отруйні гази.
Досвід експлуатації будівель з використанням автоклавного газобетону показав, що після пожежі стінові конструкції не руйнуються, а для усунення наслідків потрібно тільки ремонт оздоблювальних покриттів.
Сейсмостійкість
Низька щільність матеріалу стінових блоків UDK в огороджувальних конструкціях, означає менше навантаження на фундамент і каркас будівлі, що, в свою чергу, визначає менша витрата матеріалів і меншу масу всієї будівлі. Низька щільність матеріалу при досить високій міцності - це одна з головних причин того, що об'єкти, побудовані з автоклавного газобетону, показали прекрасну стійкість до сейсмічних впливів.
Приклад порівняння горизонтальних навантажень, найнебезпечніших для будівлі, при сейсмічних коливаннях, для 16-поверхового будинку
Будівля з газобетонних блоків
| Зовнішні стіни (30 см) | 720 м2 | 360 т |
| Внутрішні стіни (12,5 см) | 680 м2 | 340 т |
| Разом | 1400 м2 | 700 т |
| Горизонтальний сейсмічний поштовх дорівнює 40% вертикального навантаження | ||
| Горизонтальне навантаження | 700 т х 40% | 280 т |
Будівля з цегли
| Зовнішні стіни (30 см) | 720 м2 | 720 т |
| Внутрішні стіни (12,5 см) | 680 м2 | 680 т |
| Разом | 1400 м2 | 1400 т |
| Горизонтальний сейсмічний поштовх дорівнює 40% вертикального навантаження | ||
| Горизонтальна навантаження | 1400 т х 40% | 560 т |
Таким чином, вертикальне навантаження на фундамент будівлі у варіанті стін із заповненням газобетонними блоками менше на 360 т, а горизонтальна навантаження менше на 280 т. Збільшується несуча здатність фундаменту і знижується горизонтальна складова навантажень на будівлю при сейсмічних коливаннях.
Екологічність
Екологічність людського житла в даний час набуває все більшої актуальності. Передбачаючи нове будівництво, ми почали усвідомлювати, що будь-яка будівля повинна не тільки відповідати функціональним і естетичним вимогам, але і не чинити негативних екологічних впливів на навколишнє середовище та здоров'я людини.

У європейській декларації про довкілля значну увагу приділено здійсненню екологічно чистого і не завдає шкоди здоров'ю людини будівництву. Так, автоклавний газобетон, при розгляді сумарного навантаження на навколишнє середовище в матеріальному циклі: видобуток сировини - виробництво виробів - застосування в будівництві - експлуатація будівель - повторна переробка - утилізація та складування, - характеризується як екологічно безпечний.
Позитивною якістю є тривалий термін експлуатації будівельних конструкцій з автоклавного газобетону в працездатному стані, при цьому повною мірою реалізується перевага довговічності будівельних матеріалів на мінеральній основі.
При експлуатації будівель, велике значення надають хороші теплоізоляційні властивості автоклавного газобетону з точки зору енергетичного балансу, теплового комфорту і якості повітря в приміщенні. З цих показників формуються умови мікроклімату, важливі для здоров'я і життєдіяльності людини.
Комфортність і якість повітря в приміщенні
Відчуття комфорту є важливим критерієм здорового мікроклімату приміщення. Комфорт залежить, насамперед, від температури і вологості повітря в приміщенні.
Низька теплопровідність автоклавного газобетону призводить до практично рівнозначним температур внутрішніх поверхонь стін і повітря в приміщенні, що сприяє температурного комфорту. Температура поверхні стін, при незначному відмінності від температури повітря в приміщенні, дозволяє уникнути протягу, що відчувається в погано ізольованих приміщеннях. Цей ефект навряд чи можна згладити збільшенням температури повітря в приміщенні.
Стінові блоки UDK мають високу паропроникність, яка забезпечує швидке висихання кладки до стану рівноважної вологості і підтримання нормального тепловлажностного режиму при експлуатації. Оптимальна повітропроникність матеріалу, сприяє збереженню в приміщеннях свіжого повітря, створює здоровий і комфортний мікроклімат.
Стінові блоки UDK не стануть притулком для гризунів, грибків, комах або якихось інших шкідників. Стіни не будуть гнити, розкладатися або псуватися з часом.
Низька радіоактивність
Низький рівень радіаційного випромінювання - це ще одна важлива вимога до сучасних будівельних матеріалів. Радіаційно-гігієнічної оцінці пределяется зміст ефективної сумарної природної активності радіонуклідів, за результатами якої, стінові блоки UDK відносяться до 1-го, найвищого класу будівельних матеріалів (за ДБН В.1.4-1.01-97) і можуть використовуватися для всіх видів будівництва без обмежень .
-
Хто може записатися на тренінги? +
- Представники будівельних бригад
- Прораби
- Представники компаній-забудовників
-
Де проходить навчання? +
Навчання проводиться на спеціально обладнаному майданчику у авторизованого дистриб'ютора ТОВ «ЮДК» в регіонах, або на заводі ТОВ «ЮДК».
Навчання проводиться по мірі комплектування груп
- Середній кількісний склад групи: 9-12 чоловік (3-4 бригади по 3 особи)
- Тривалість тренінгу: 5-6 годин
- Учасникам, які успішно виконали практичне завдання і пройшли тестування з теоретичної частини, видається Сертифікат Школи Професіоналів UDK Gazbeton ®
- Список учасників, які пройшли навчання і отримали сертифікат, буде опублікований на спеціальному розділі сайту
-
Програма навчання +
Теоретична частина:- Про завод ТОВ «ЮДК»
- Основні властивості газобетону
- Продукція UDK Gazbeton ®
- Порівняння існуючих конструкцій стін
- Переваги стін з використанням UDK Gazbeton ®
- Виконання робіт по монтажу стін з використанням продукції UDK Gazbeton ®
- Варіанти обробки зовнішніх і внутрішніх стін
- Об'єкти, на яких використовувалися блоки UDK Gazbeton ®
- Приготування клейового розчину UDK Gazbeton ®
- Кладка першого ряду блоків
- Кладка наступних рядів блоків
- Примикання стін
- Різка, штраблення, вирівнювання поверхні блоків
- Види анкерних кріплень
- Виконання практичного завдання по влаштуванню фрагмента стіни
- 1
-
Де і як купити продукцію ТОВ ЮДК? +
Компанія "ЮДК" реалізує продукцію через дистриб'юторську мережу. Відвідайте сторінку сайту "Де купити" та знайдіть на карті найближчих до місця вашого будівництва. Якщо виникнуть питання звертайтесь до керівників відділень продажів ТОВ "ЮДК" в даному регіоні. Їх контакти позначені жовтою міткою. -
Скільки часу ви вже на ринку? +
ТОВ "ЮДК" реалізує продукцію власного виробництва під брендом UDK Gazbeton з 2009 р. -
Що означає маркування В2,0 і В2,5 і тому подібне в характеристиках газобетону? +
Клас бетону за міцністю на стиск (В) величина безрозмірна, але характеризує міцність матеріалу з урахуванням коефіцієнту варіації. За таблицями будівельних норм визначається розрахунковий опір на стиск кладки з блоків що мають вілповідний клас міцності на стиск. -
Чи можна будувати з D400 В2,0 несучі стіни? +
Автоклавний газобетон з маркою за густиною D400 відноситься до класу конструкційно-теплоізоляційних матеріалів при класі міцності від В1,5 та більше. Сучасні технології виробництва дозволяють отримувати для газобетону D400 класи міцності і В2,0 і В2,5, що дозволяє використовувати вироби в різних несучих конструкціях, будувати коттеджі в декілька поверхів, але, безумовно, не виключаючи відповідний конструкторський розрахунок та виконання вимог технології будівництва. -
Чи існують матеріали, у яких показники теплопровідності та міцності кращі? +
Існують будівельні матеріали з більш низькою густиною і теплопровідністю (це теплоізоляційні матеріали), існують з більш високою міцністю (це конструкційні матеріали), але автоклавний газобетон відрізняється поєднанням низької густини та теплопровідності з досить високою міцністю, що робить його унікальним, в своєму роді, конструкційно-теплоізоляційним стіновим матеріалом з якого можна будувати несучі стіни, що не потребують додаткового утеплення. -
Чим принципово відрізняється пінобетон від газобетону? +
Принципово: способом пороутворення. У випадку з пінобетоном - в бетонну суміш вводиться піноутворювач, і ніздрювата структура утворюється в результаті перемішування цієї суміші, у випадку з газобетоном -суміш спучується у формі в результаті взаємодії газоутворювача з гідратами окису кальція (вапно негашене). Пінобетон, як правило, матеріал безавтоклавного твердіння, який виробляється на невеличких виробництвах. Газобетон - матеріал промислового автоклавного виробництва (хоча зустрічається також безавтоклавний газобетон) .Спосіб твердіння впливає на фізико-механічні характеристики: при рівній густині матеріалу, автоклавні мають значно більшу міцність. -
За рахунок чого досягається міцність, якщо в газобетоні мало цементу? +
На відміну від неавтоклавних пористих бетонів, де міцність матеріалу забезпечує затверділий поризований цементно-піщаний розчин, в автоклавних ніздрюватих бетонах, міцність досягається при автоклавній обробці (при t до 195°С і тиску 12 атм.), при якій утворюються нові мінерали - гідросилікати кальцію, які надають межпоровим перетинкам, а, отже, і самому матеріалу більш високу міцність.
- 1
- 2
- 3
- 4
- 5
- 6