-
Видение и миссия +
Видение компании ЮДК заключается в том, чтобы предоставить украинским застройщикам материал премиум-класса, который позволяет улучшить качество жизни, а также:
- Помогает экономить благодаря уменьшению затрат при строительстве и сберегает энергоресурсы при эксплуатации;
- Помогает сделать жилье более комфортным благодаря прекрасным физическим характеристикам автоклавного газобетона;
- Помогает сохранить окружающую среду:
- В производстве используется очень мало природных энергоресурсов;
- Токсичные отходы не загрязняют атмосферу;
- Только природные сырьевые материалы используются для производства 100% природного конечного продукта.
Миссия компании ЮДК – это концепция устойчивого развития в экономической, социальной и экологической составляющих нашей деятельности.
-
Основные ценности +
ЮДК является социально ответственной компанией. Мы ценим длительное и взаимовыгодное сотрудничество с нашими работниками, клиентами, поставщиками. Наше производство является экологически-чистым и не загрязняет окружающую среду. Наш кодекс правил:
Сотрудники: Компания ЮДК строит честные и согласованные взаимоотношения с сотрудниками и выполняет все юридические обязательства перед ними. Кроме того, ЮДК предоставляет своим сотрудникам хороший социальный и экономический пакет.
Клиенты: Своим клиентам компания ЮДК предлагает строительные блоки из автоклавного газобетона наивысшего качества, которые производятся с использованием новейшей технологии на современном оборудовании. Компания ЮДК понимает всю ответственность того, что из нашего строительного материала возводятся дома клиентов, поэтому мы обязуемся предоставлять нашим клиентам честную и достоверную информацию и оказывать техническую поддержку на всех стадиях строительства и эксплуатации здания.
Поставщики: Со своими поставщиками компания ЮДК строит длительные партнерские отношения, что обеспечивает поставку сырья наилучшего качества. Главными критериями отбора наших поставщиков являются профессиональная этика, честность и экологическая чистота поставляемой продукции.
Окружающая среда: Автоклавный газобетон – это экологически чистый продукт. Благодаря превосходным теплоизоляционным свойствам использование газобетона помогает снизить расходы потребления энергии, что в свою очередь помогает сохранить окружающую среду. Кроме того, для производства газобетона требуется значительно меньше затрат энергии и сырья, чем для производства других строительных материалов. Более того, производство является экологически чистым, вредные токсические отходы не выбрасываются в атмосферу. Команда ЮДК будет продолжать свою миссию по сохранению окружающей среды!
- 1
-
Vision and Mission +
Vision Company UDK is to provide Ukrainian developers of premium material that improves the quality of life, as well as:
- It helps to save costs by reducing the construction and saves energy during operation;
- It helps to make housing more comfortable thanks to the excellent physical properties autoclaved aerated concrete;
- It helps to save the environment:
- The production uses very few natural energy resources;
- Toxic waste is not released into the atmosphere;
- Only natural raw materials are used for the production of 100% natural final product.
The company's mission UDK - is to maximize profits for shareholders in accordance with our values and vision.
-
Core values +
UDK is a socially responsible company. We value long-term and mutually beneficial cooperation with our employees, customers, suppliers. Our production is environmentally-friendly and non-polluting. Our Code of Conduct:
Empoleyrs: Company UDK build honest and consistent relationships with the staff and fulfills all legal obligations to them. In addition, UDK provides its employees with good social and economic package.
Customers : The company offers customers UDK provides the building blocks of autoclaved aerated concrete of the highest quality, which are made using the latest technology with modern equipment. Company UDK understands the responsibility that from our building materials to build houses yet, so we are committed to providing our customers with honest and accurate information and provide technical support at all stages of construction and operation of buildings.
Suppliers : the company with its suppliers UDK builds long-term partnerships that ensure the supply of raw materials of the best quality. The main criteria for the selection of our suppliers are professional ethics, honesty and environmental safety of products supplied.
Environment : Autoclave aerated concrete - this is an environmentally friendly product. Due to the excellent thermal insulation properties of aerated concrete use helps reduce the cost of energy consumption, which in turn helps save the environment. Furthermore, for the production of aerated concrete requires considerably less energy and raw materials to produce than other building materials. Moreover, production is environmentally friendly, not harmful toxic waste released into the atmosphere. UDK team will continue its mission to preserve the environment!
- 1
-
Work productivity while using UDK TBM +
UDK TBM thin bed mortar for aerated concrete is an ideal alterrnative to the traditional cement and sand based mortar and differs in its plastics, applying convenience, less consumption. It also decreases labor intensity, work execution terms in comparison with traditional methods and has high adhesion to mineral surfaces. -
To reduce heat loss using UDK TBM +
Heat loss through traditional mortar joints can influence significally the total heat loss through the walls. While using UDK TBM thin bed mortar the joint thickness is 2-3 mm instead of 10-15 mm joint of traditional mortar.Due to the thin joints it is easy to eliminate so called "cold bridge" and decrease heat loss through the walls by 30%.
- 1
-
Economical Efficiency
-
High Strengts
-
Light Weight
-
Thermal Insulation
-
Versatility
-
Fire Resistance
-
Seismic Design
-
Healthy Room Climate
Economical Efficiency
8 blocks/m2
length: 600 mm
128 pcs/m2
length: 250 mm
They have hand grips and tongue and groove joints which make them easier to use and lay.
The diagram on the bottom shows clearly that apart from the fact that considerably fewer blocks are required for 1 m2 of wall, a worker can lay a certain number of high-speed building bricks a day and just as many UDK blocks and therefore build a much greater area of wall. Construction crews can complete their work faster saving time and money.
| Ttruck Load (20 tons) | Aerated Concrete Blocks | Shell Stone Blocks | Silicate Bricks |
| Wall Size | 96 m2 | 32.5 m2 | 34 m2 |
| Wall Thickness | 375 mm | 400 mm | 380 mm |
| Product Volume | 36 m3 | 13 m3 | 13 m3 |
| Comparative price for 1 m2 | Aerated Concrete Blocks | Shell Stone Blocks | Silicate Bricks | Ceramic Bricks |
| Cost Wall Material, % | 58 | 51 | 80 | 77,8 |
| Cost of Mortar, % | 2,3 | 9,5 | 9,3 | 12 |
| Cost of Labor, % | 16,5 | 21,4 | 24 | 28,7 |
| Insulation Cost, % | 0 | 47,5 | 47,5 | 47,5 |
| Internal Plaster, % | 6,7 | 9,3 | 8,5 | 8,5 |
| External Plaster, % | 16,5 | 16,5 | 16,5 | 16,5 |
| Total Cost, % | 100 | 155 | 186 | 191 |
| Productivity per Shift (8 hours) | 15 m2 | 7,4 m2 | 7,4 m2 | 7,4 m2 |
High Strengts
Autoclaved aerated concrete has high thermal insulation properties. 375-400 mm walls built with AAC blocks do not require additional insulation. UDK wall blocks are solid, robust and can safely be used in load bearing walls.
During manufacture autoclaved aerated concrete is steam-cured in a pressurized autoclave (190°С, 12 Bar). The concrete actually turns to rock, forming microscopic crystals of calcium silicate hydrate. It is the analogue of natural stone mineral that gives to AAC its high strength.
UDK Gazbeton AAC blocks are divided into Classes by Strengts B2,0 and B2,5 which is confirmed by Conformity and Test Certificates.
UDK AAC blocks can be applied for construction of load bearing walls of private houses with several floors as well as for construction of non-bearing and bearing walls of high-rise framehouses with no limitation to the number of floors.
Light Weight
Density is one of the main technical characteristics of autoclaved aerated concrete. Density (ρ, kg/m3) is the weight of 1m3 of dry material. 60% of AAC is a porous mass (air porosity). For example, AAC with density D500 (average density kg/m3) is 75% a porous mass. AAC with density D400 has an even higher porosity.
Due to low density, the weight of AAC wall is three times less than the weight of a respective brick wall and 1,7 times less than the weight of ceramsite concrete wall.
In terms of volume, one UDK GAZBETON block can replace 10 bricks and can be installed at one laying, which makes building speed faster and saves labor. AAC blocks have hand grips, which is very convenient. Tongue and groove also makes quality laying of blocks very easy even for inexperienced builders. The light weight of UDK wall blocks means less weight and less pressure on the structure and foundations of a building which means proportional saving along the line: shipment-building-use of building. This makes UDK blocks ideal for use in multi-story buildings as well as in building private homes.
Here are the savings you get while using light-weight UDK wall blocks:
- Save on shipment of blocks to the building object (a truck can take a larger volume of the product);
| Truck (20 tons) | AAC Blocks | Shell Limestone | Silicate Bricks |
| Wall Size | 96 m2 | 32,5 m2 | 34 m2 |
| Wall Thickness | 375 mm | 400 mm | 380 mm |
| Volume of Product | 36 m3 | 13 m3 | 13 m3 |
- Lower weight of 1 m2 of walls and partitions leads to lower weight of the building as a whole, which consequently lowers load on the foundation;
- Good thermal insulation of frame structure leads to savings on heating each 1 m2 of the building.
Thermal Insulation
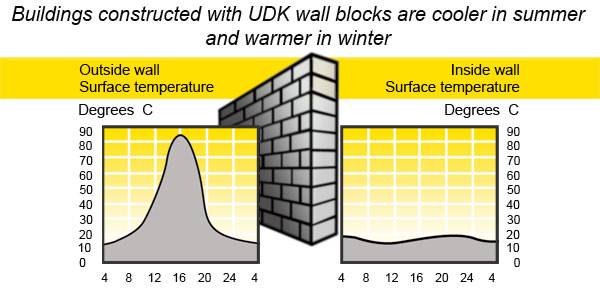
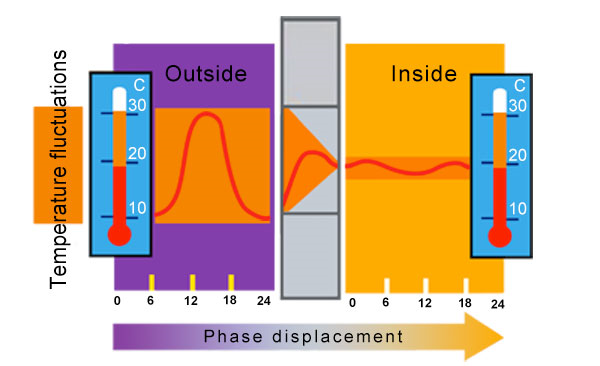
Buildings constructed with UDK wall blocks will be warmer in winter and cooler in summer.
High thermal insulation is one of the determining characteristics of autoclaved aerated concrete. Its cellular structure gives it a thermal insulation characteristic several times higher than that of concrete and сlay or silicate bricks.
A wall built with UDK wall blocks and UDK TBM© thin bed mortar provides solid insulation without thermal bridging associated with most conventional brick and mortar walls. By using UDK TBM© additional savings are made on laying blocks, heating and cooling, and additional insulation materials are not needed.
| Wall Type (W/m K) | UDK Block 400 0,10 | Shell Limestone 0,58 | Silicate Brick 0,87 | Ceramic Brick 0,81 |
In summer, the exterior of buildings are subject to high fluctuations in temperature. In order to create cool, comfortable microclimate in buildings, tempertaure fluctuations inside buildings must be minimized. Thanks to effective combination of thermal insulation, thermal inertia and thermal mass characteristics, walls made with UDK wall blocks provide for minimum temperature fluctuations inside the building when the outside temperature fluctuates significantly.
Versatility

The high level of performance achieved by autoclaved aerated concrete means UDK blocks can be used in a variety of building applications:
UDK wall blocks are ideal for the constructing of all types of external and internal walls in a most economical way, whether load bearing, solid or self-supporting walls. Significant savings in cost and time are possible by using 375 or 400 mm thickness UDK wall blocks in a single row without additional insulation.
UDK wall blocks are a tried and tested, fast and efficient way of constructing external single row solid walls. They are produced in most economical sizes to suit the builder’s requirements

UDK blocks can be used for the construction of the inner rows of two or three row cavity walls in combination with a brick external row, with ventilation or thermal insulation material.
Quallity control ensures high precision of dimensions of UDK wall blocks. It allows to build faster and save building materials. Due to minimal tolerances (±1 mm) of blocks, building with UDK wall blocks is economic, precise and fast.

UDK wall blocks can be easily shaped. AAC is can be sawed, drilled and filed with the help of an ordinary hand instrument. Blocks of necessary shape can be used for constructing walls, partitions, fencing of balconies, fireplaces, ladders and even for construction of various architectural elements. For rigidity of construction it is better to use blocks with tongue and groove. Large-sized blocks have grips for easy mounting.
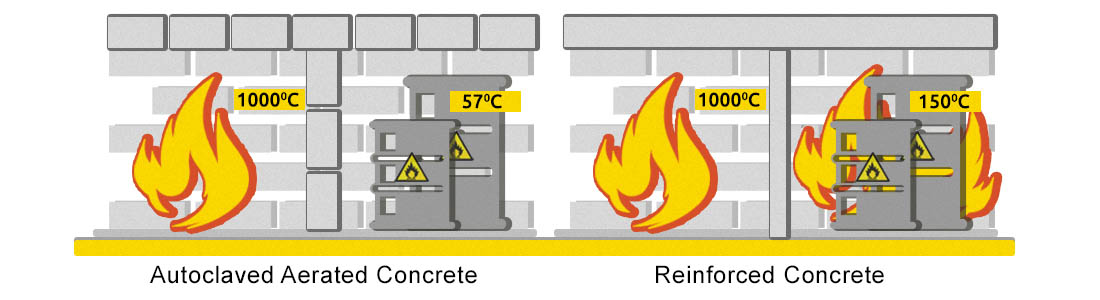
Fire Resistance
UDK wall blocks are non-combustible, will prevent the spread of fire, endure high temperatures over long periods of time and can be used in buildings requiring all classes of fire resistance.
Fire separation walls built with UDK wall blocks are:
- Noncombustible;
- Will limit temperature rise on the unexposed side of a wall;
- Do not emit combustion gasses.
Walls built with UDK wall blocks do not transmit smoke and will contain fire. In case of afire, no poisoning gasses are releases.
AAC buildings have proven that even after a fire their walls did not collapse and only renovation of the finish were required to repair the impact of fire.
Seismic Design
Low density of UDK wall blocks in filler structures means less load on the foundation and building frame. It in turn leads to lower material consumption and lower weight of the building. Due to low density combined with high strength, buildings from AAC blocks have proved to have good earthquake resistance.
The table below compares post-earthquake data of a 16-storey building:
Building using AAC Blocks
| External Walls (30 cm) | 720 m2 | 360 t |
| Internal Walls(12,5 cm) | 680 m2 | 340 t |
| Total | 1400 m2 | 700 t |
| Horizontal seismic impact equals 40% of vertical load | ||
| Horizontal Load | 700 t х 40% | 280 t |
Building using Bricks
| External Walls (30 cm) | 720 m2 | 720 t |
| Internal Walls (12,5 cm) | 680 m2 | 680 t |
| Total | 1400 m2 | 1400 t |
| Horizontal seismic impact equals 40% of vertical load | ||
| Horizontal Load | 1400 t х 40% | 560 t |
This way, vertical load on building foundation of AAC walls is 360 tons less and horizontal load is 280 tons less. Bearing capacity of the foundation increases and horizontal load on the building during seismic activity decreases.
Healthy Room Climate
Healthy room climate of a buildings has become vitally important nowadays. While designing a new building, we realize that any building should not only be functionally and aesthetically appealing, but also ecologically clean and environmentally friendly.

European Declaration on Environment pays great attention to building ecologically clean and healthy housing. Thus, viewing impact on the environment while applying AAC for building: raw material-production-application in building-use of building-recycling-utilization and storage, it can be characterized as ecologically clean material.
Another positive aspect is long term of use of buildings from AAC. This is the advantage of using building materials produced on the mineral basis.
Good thermal insulation qualities of AAC play a great role in maintaining energetic balance, warmth and clean air in the building. These component form microclimate that is so important for people’s health.
Comfort and Clean Air
Feeling of comfort is a very important criterion of microclimate. Comfort depends, first and foremost, on the temperature and humidity inside the building.
Low thermal conductivity of AAC makes temperature of internal surface of walls equal to air temperature inside the building, which results in temperature comfort. Temperature of wall surface can differ insubstantially from air temperature inside the building, which eliminates air drafts so typical for poorly insulated buildings.
UDK wall Blocks possess high vapor permeability, which makes process of drying faster and maintains heat and humidity comfort. Good air permeability of AAC helps create healthy and comfortable microclimate in the building.
UDK wall Blocks are resistant to rodents, insects and vermin. The walls will not decay with time.
Low Radioactivity
Low radioactivity is another important requirement to building materials.
According to radiation and hygienic assessment that estimates content of total natural radioactivity, UDK wall Blocks belong to the 1-st and highest class of building materials (according to standard ДБН В.1.4-1.01-97) and can be applied for all types of buildings without any restrictions.
-
Who can apply? +
- Representatives of construction brigades
- Construction managers
- Representatives of building companies
-
How is master class carried out? +
Training is either done on a specially-equipped training ground of an authorized regional distributor of "UDK", or at "UDK" LLC factory.- Training is carried on the rolling basis as soon as the group is formed
- The average number of persons in a group: 9-12 persons (3-4 brigades, 3 persons in each)
- Duration: 5-6 hours
- Those participants who successfully complete practical assignment and pass theoretical testing obtain Certificate of UDK Gazbeton ® Professionals
- List of participants who receive training and obtain certificates will be published on the website
-
Master Class Program +
Theoretical part:- About "UDK" LLC factory
- Main properties of AAC
- UDK Gazbeton ® Products
- Comparison of existing types of walls
- Advantages of building walls with UDK Gazbeton ®
- Building walls with UDK Gazbeton ®
- Variants of finishing internal and external walls
- Objects built with UDK Gazbeton ® blocks
- Preparing UDK Gazbeton ® thin bed mortar
- Laying first row
- Laying next rows
- Linking walls
- Cutting and filing blocks
- Anchoring
- Practical assignment of building part of wall
- 1
-
Where to buy UDK product? +
UDK company has wide distributorship chain. Visit "Where to buy" website page and choose on the map the location according to your construction. If you have any questions please contact UDK LLC Heads of sales department of the region directly. -
How long has UDK company been present on Ukrainian market? +
UDK LLC has been selling from its factory in Dnepropetrovsk city own-manufactured product under UDK Gazbeton brand since autumn, 2009. -
What does В2,0 and В2,5 etc. marking mean in aerated concrete strength characteristics? +
AC compression strength class (B) is nondimensional value but it characterizes material strength including variability index. According to the construction regulation base it is calculated laying compression strength of the blocks with certain strength class. -
Can we build bearing walls from D400 В2,0? +
Autoclaved aerated concrete with D400 density class is referred to construction thermal insulating materials with B1,5 and more strength class .Modern technologies can provide D400 aerated concrete density class with В2,0 and В2,5 strength class. It enables to use AAC in different bearing constructions but after necessary construction calculations. -
Are there any materials with better thermal transmittance/strength coefficient? +
There are construction materials with less density and thermal transmittance (thermal insulating materials), and higher strength (construction materials). Autoclaved aerated concrete has low density and thermal transmittance and quite high strength that makes it unique construction thermal insulating wall material. -
What is the main distinсtion between foam concrete and aerated concrete? +
The main distinсtion is method of pore formation. In the first case it is added foam agent to the concrete mix and cellular structure is formed while its mixing. In the second case there is a pore formation process in the mix as the result of interaction of foaming agent and calcium hydroxide. Foam concrete, as a rule, is aging material, which is produced at the small factories. Aerated concrete is the material of autoclaved industrial production (but there also exists non-autoclaved concrete). Curing method influences the physical and mechanical characteristics – while equal material density autoclaved concrete has higher strength. -
How to achieve the strength if there is little cement in aerated concrete? +
Compared to non-autoclaved cellular concrete where material strength is provided by hardened porous cement-sand mortar, autoclaved cellular concrete strength is achieved while autoclave curing (at 195 C temperature and 12 atm pressure). During this process there are formed new materials such as hydrated calcium silicate that provide interpore partition and so the material itself with higher strength.
- 1